
Помилка формату електронної пошти
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Померлова форма (холодна камера)
Померлова форма (холодна камера)
1. З яких частин складається штамп?
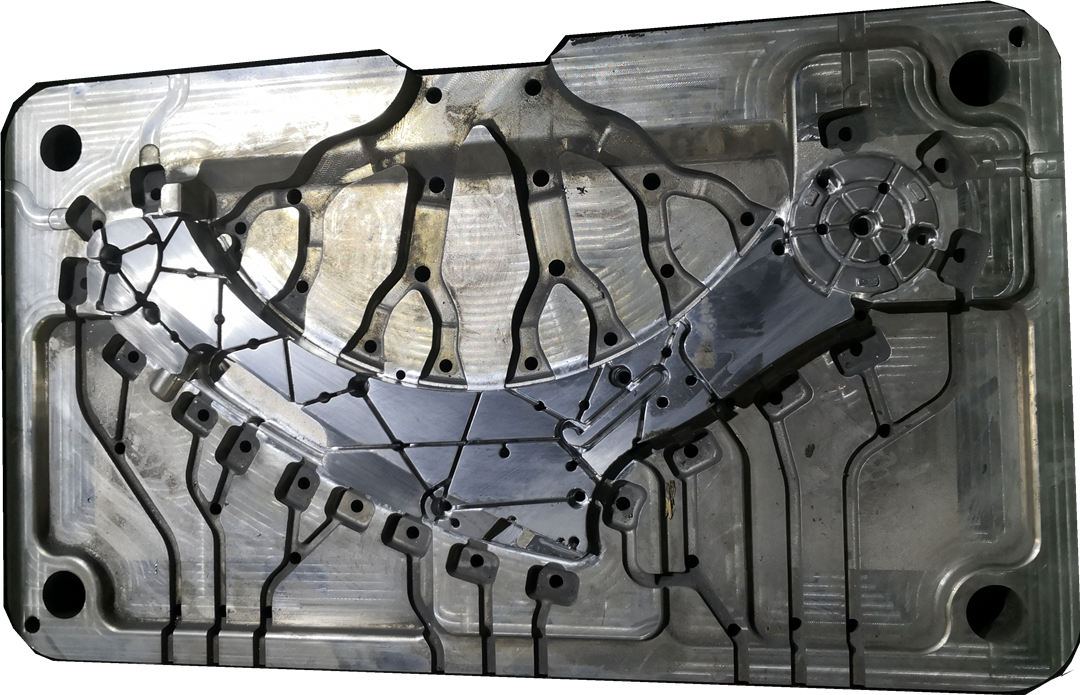
Відповідь: Структуру форми з штампами можна розділити на такі частини відповідно до її функцій: (мал. Нижче)
(1) Формування частини (рухомий ядро, утворення вставки, ядра тощо)
(2.
(3) Обхідна система (наливання обкладинки, диверсійне конус, канал поперечного виливу та впускний вентиляційний отвір)
(4) Система розряду переповнення (переповнений резервуар, витяжний резервуар пари)
(5) Зверху механізм (контрпанела, фіксація контрпазу, зверху на тарілку, скидання)
(6) Представлені частини (направляючий стовпчик, направляючий рукав, середній направляючий стовпчик, середній направляючий рукав)
(7) Механізм вилучення ядра (повзунок для вилучення ядра, похилий направляючий стовпець, компактний блок, пружина тощо)
(8) Інша (система охолодження, система опалення, арматура стовпчика тощо)
2. Який матеріал викликаний формою, що склався?
Відповідь: Наша форма для каліки в основному виготовлена з таких сталевих виробів:
(1) H13 (теплостійка сталь) у вигляді переднього і заднього ядра, накачування ядра, виливна кришка, конус диверсій тощо)
(2) 45 # сталь (як A, B тарілка, повзунок, похилий направляючий стовпчик тощо)
(3) T8, T10 (направляючий стовпчик, направляючий рукав, джекінг, скидання стрижня тощо)
(4) Сталь A3 (передня і задня форма осколки, лоток, шпилька, штампна стопа тощо)
3. Яка твердість термічної обробки ядра штампу? Які наслідки бути занадто м'яким і занадто важким?
A: Максимальна твердість термічної обробки ядра штампу становить: HRC45 ~ 48. Лікування занадто м'яке (нижче HRC43), серцевину штампу легко руйнувати, деформацію та клей; Якщо обробка занадто жорстка (вище HRC50), серцевину штампу легко розриваються, а деякі частини досягнуть HRC58-60 після нітриду, (наприклад, наливання кришки, вставки тощо).
201
Відповідь: (1) Встановлення штампу (тобто, чи можна встановити цю машину для лиття з цією формою, пов'язана з відстані внутрішньої смуги та положенням колони corolin);
(2) кількість виливу металевої рідини (чи є ємність прес -камери лиття штампу);
(3) силою лиття (коли регулюється розумний специфічний тиск, сила формування достатня для блокування форми);
(4) специфічний тиск під тиском (забезпечення якості частин лиття);
(5) Відкрийте режим поїздки (може вийняти продукт).