
Помилка формату електронної пошти
emailCannotEmpty
emailDoesExist
pwdLetterLimtTip
inconsistentPwd
pwdLetterLimtTip
inconsistentPwd



Кілька моментів, які треба зазначити для використання
3). Підготовка мастила
A. Повна система втрат нафта 85% -90% + графіт 10% -15%;
B.Heavy Oil: 100%;
c.paraffin 30% + жовтий віск 30% + вазелінський масло 14% + графіт 26%;
D.graphite 25% + гліцерин 20% + водяна склянка 5% + вода 50%;
4). Питання, які слід зазначити при використанні мастила
A. Лабрика може використовуватися на порожнині типу та рухомої частини поверхні;
B. Кількість розпилювальних розпилювачів повинна бути меншою, і бути рівномірною, найкраще утворювати плівку на поверхні типу після обприскування.
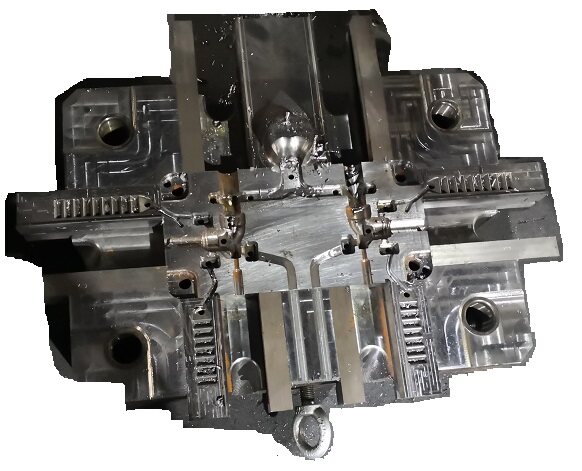
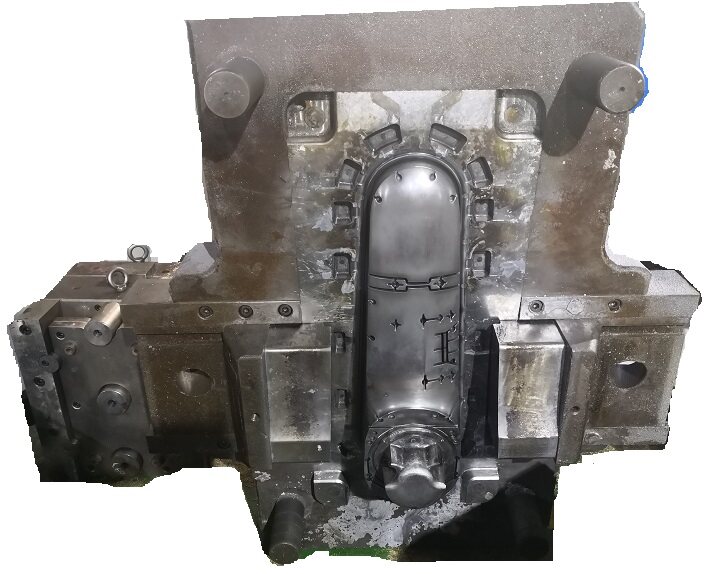
V. Вміст коригування у формі з штампами
Після завершення форми лиття штампу необхідно відрегулювати правильні умови лиття та параметри обробки для досягнення стабільного лиття та створення кваліфікованих кастингу.
Перед тестуванням вмирання персонал тестового тесту повинен перевірити сировину сплаву на наявність лиття штампу, щоб зрозуміти характеристики структури штампу, продуктивності, умов, процесу та методів експлуатації.
Правильний вибір умов формування штампів є ключем для коригування випробувань. Часто стикаються з такими проблемами, навіть якщо проектування та виготовлення форми дуже правильні, але через неправильне вибори умов штампів та формування, те саме не може натиснути на кваліфіковану кастинг. Навпаки, в деяких випадках умови лиття штампу можуть бути відрегульовані для подолання недоліків форми, і висунути кваліфікований акторський склад. Тому персонал тестового тесту повинен бути знайомий з роллю та взаємним взаємозв'язком умов лиття штампу, активним принципом форми, щоб правильно вибрати та розумно відрегулювати умови лиття.
Вміст умов формування штампу включає: температуру плавлення матеріалу, температуру штампу та температуру розплаву, тиск впорскування, силу блокування штампу, силу відкриття штампу, співвідношення пострілу стиснення та швидкість вибуху, необхідна відповідно до стану виробничих деталей. Нарешті, перед тим, як отримати ідеальні деталі для лиття, слід відремонтувати.
Мідний-цинк-сплав 850-960
Принцип вибору температури сплаву з штампами:
1) чим нижча температура висипаного металу, тим довше життя штампу;
2) Тільки при листі з низькою температурою можна зменшити глибину вихлопного бака і зменшити небезпеку бризки металевої рідини;
3) низькотемпературна штамп може зменшити можливість затягування натискання камери та верхнього стрижня;
4) Низькотемпературна штамп може зменшити виробництво отворів усадки та тріщин у литі.
Коротше кажучи, коли умови процесу дозволяють, температура сплаву від лиття або вибирає низьку температуру для лиття.
3, робоча температура цвілі працює
Робоча температура форми лиття штампу змінюється залежно від її сплаву з лиття. Нижче наведено рекомендовані значення декількох форм -форм для вибору:
Назва цвілі Робоча температура / ℃
Цинкова форма 150-180
Алюмінієвий сплавський форма 180-225
Магнійна сплава 200-250
Мідний цинковий сплав 300 300
Принцип робочої температури лиття штампу:
1) Температура цвілі занадто низька, внутрішня структура лиття є пухкою, повітряний розряд важкий, складний у формуванні;
2) Температура цвілі занадто висока, внутрішня структура лиття щільна, але лиття легко "зварювати", прикріплений до порожнини цвілі, липкої цвілі
Викинути лиття непросто, а висока температура буде розширювати саму форму, і вплине на точність розміру лиття.
3) Температура цвілі повинна бути обрана у відповідному діапазоні, як правило, після відповідного тесту постійне контроль температури є розумним.
4, змащування форми з штампами
1). Мета змащення
Змащення діє як агент розділення для штампів та штампів; Як активна частина штампування та преси, зменшує тертя, покращує термін служби відміщення штампу та зменшує термін дії штампу через термічну втому для тривалої роботи.
2). Вимоги мастила
Вибір мастильних матеріалів повинен відповідати наступним вимогам:
A. Кастинг штампу не може дотримуватися порожнини типу;
B. Сталевий матеріал, який не може роз'єднати поверхню типу форми;
C. підходить для виробництва токсичних газів;
D. не виробляє золи при нагріванні;
E. Після змащування повинно бути рівномірно прикріплений до порожнини типу та робочої поверхні, не змиваючись металом високого тиску.